グーリング
超硬素材
2020.04.13
超硬合金の製造工程

| 混合と造粒 | ニーディング | 押し出しプレス |
|---|---|---|
| 最初は、タングステンカーバイド、コバルトと添加物を独自のレシピにより混合します、その後、この混合物を数時間ボールミルで粉砕した後、スプレードライ工程やふるいにかけることにより、各製品に合わせた大きさの粒状にします。 | 有機添加剤を使用し、ニーディングすることにより押出成形可能な粘土のような状態に可塑化します。 | 最新のプレス技術により、多種多様な内部及び外部形状を成形します。 |
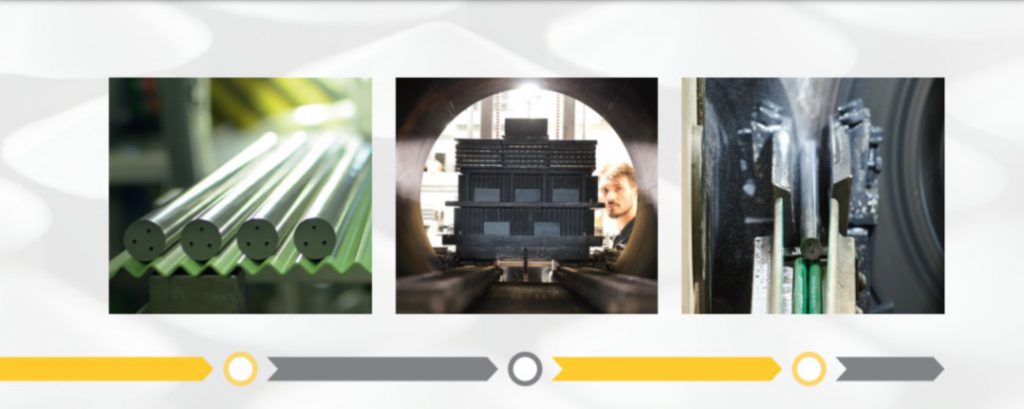
| 乾燥 | 焼結 | 研磨 |
|---|---|---|
| その後、添加された液体の一部を当社の恒温槽および乾燥炉で厳密に管理された条件下でゆっくり取り除きます。乾燥時間は外径により異なります | コバルトは約1380°溶融して、炭化タングステン粒子間の隙間に流し込みます。Sinter-HIPプロセスにより、非多孔質の成形部品が得られ、製品の収縮率は最大25%です | 最後に厳格な検査を合格した丸棒は倉庫に保管されるか、センタレス研磨部門により研磨されます |
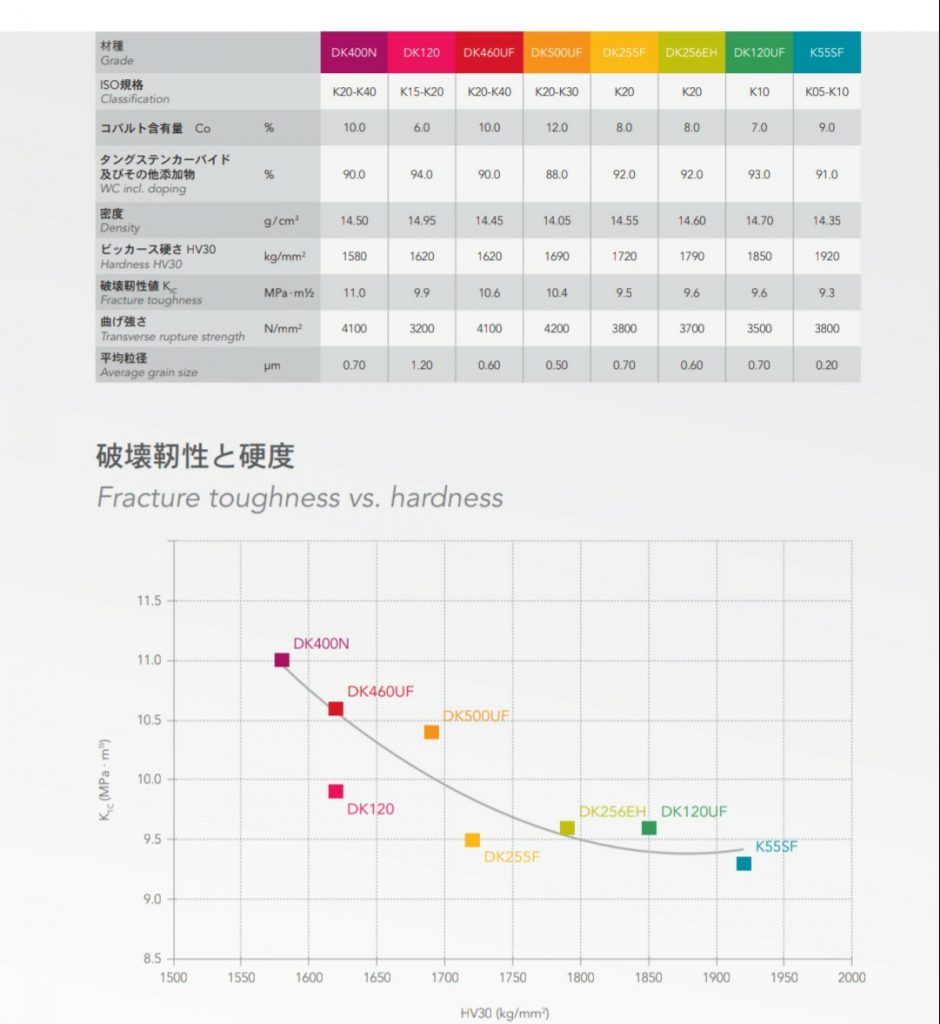
製品一覧表
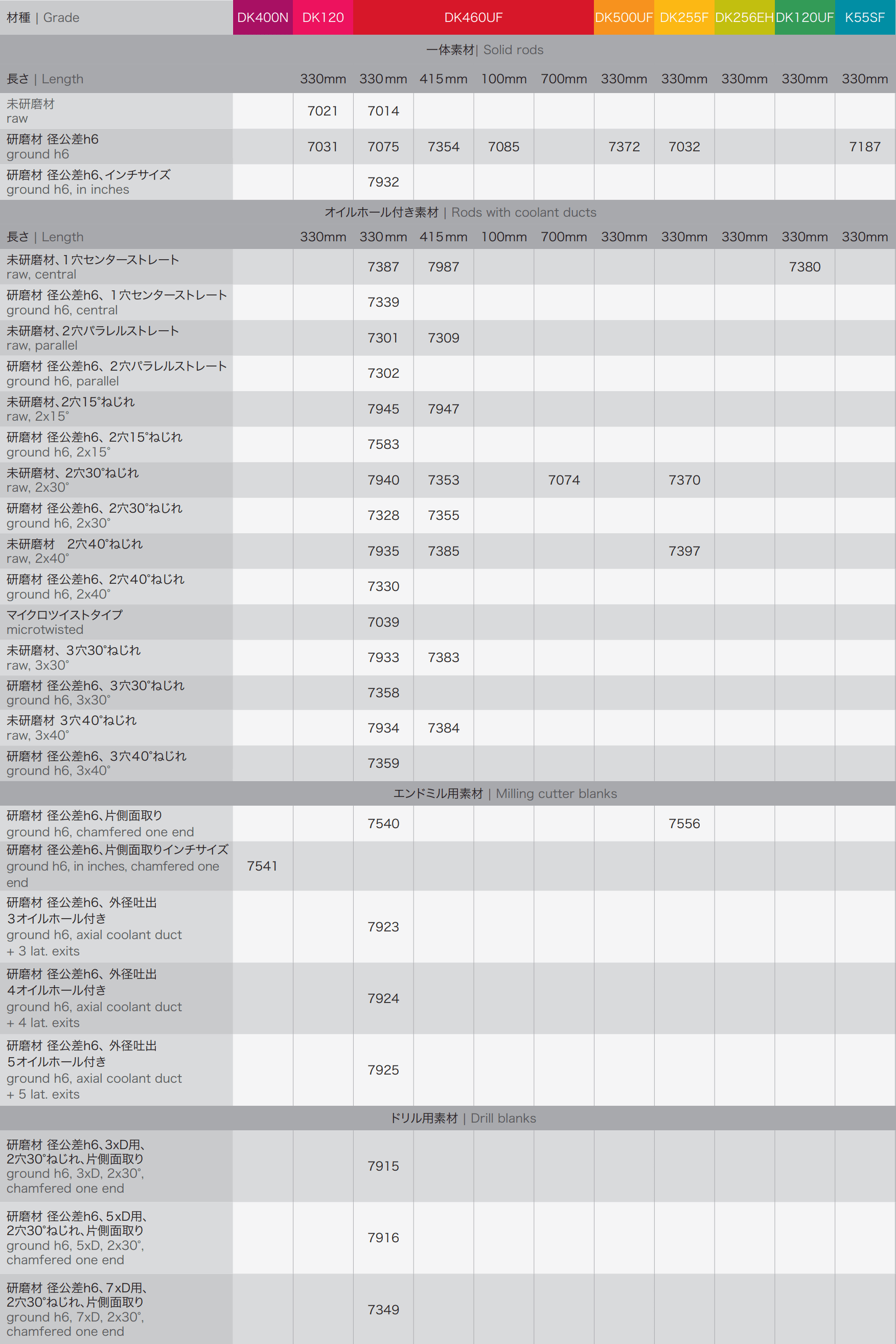
技術データ
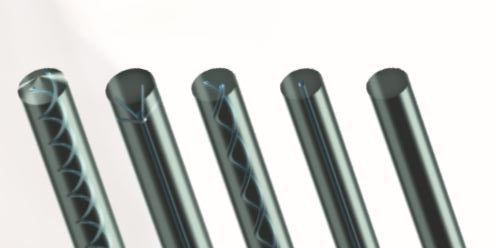
様々な素材に対応
未研磨材及び研磨材に対応は勿論の事、オイルホール有・無、エンドミル素材やドリル用素材、様々な特殊品素材にも対応致します。
オイルホール付きには一穴または2穴ストレートタイプか2穴、3穴ねじれタイプなどから用途に合わせて選ぶ事が可能です。
詳細情報
更に詳しい情報はメーカーカタログを御覧ください。